Современные технологии и производство
Энциклопедия
Металл и форма
Посмотрите вокруг. Вы найдете немало вещей, изготовленных при помощи литья. Радиаторы центрального отопления - это чугунное литье. Мясорубка, жаровня, ступка, сковорода, конфорки газовых плит тоже отлиты из чугуна или других сплавов. Но больше всего литых деталей в разных машинах: автомобилях, станках, самолетах, морских и речных судах и др.
Никаким другим способом нельзя придать металлу такие замысловатые формы, какие получают литьем, т. е. используя свойство жидкости приобретать форму сосуда. Литье позволяет наиболее целесообразно распределить металл в изделии: там, где деталь подвергается большой нагрузке, площадь ее сечения делают большей, а места, на которые падают незначительные нагрузки,- более тонкими. Различными методами точного литья (см. ст. "Литейные без земли") удается изготовлять детали сложной конфигурации, причем настолько точные, что они почти не требуют последующей обработки на станках.
В нашей стране искусство литья достигло высокого развития еще много веков назад. Его образцы можно видеть в Московском Кремле. Это отлитая выдающимся русским литейщиком Андреем Чеховым в конце XVI в. Царь-пушка массой 40 т и изготовленный знаменитыми литейщиками Иваном и Михаилом Материными в первой половине XVIII в. Царь-колокол массой 200 т. Искусными мастерами художественного чугунного литья издавна славился город Касли на Урале. Каспийское художественное литье украшает многие музеи нашей страны и за рубежом.
Литейное производство было и остается основой всего машиностроения. Производство литья из года в год растет. По выпуску отливок из черных металлов СССР занял первое место в мире.
Деталь и металл
Отливки делают обычно не из чистых металлов, а из их сплавов - чугуна, стали, бронзы, латуни, дуралюмина.
У конструктора большой выбор металлов и сплавов, и он тщательно взвешивает достоинства и недостатки каждого. Для литья имеет значение не только прочность сплава. Важно знать, хорошо ли он льется, как быстро затвердевает, какую дает усадку, т. е. насколько он уменьшается в объеме при затвердевании. Иначе трудно правильно рассчитать конструкцию.
Возьмите разные жидкости - воду, керосин, сметану. Попробуйте вылить на блюдце несколько капель каждой из этих жидкостей, и вы увидите, что вода и керосин растекаются гораздо быстрее сметаны. Они обладают, как говорят металлурги, лучшей жидкотекучестъю. Так же и металлические сплавы: одни растекаются быстро, другие - очень медленно. Если сплав в жидком состоянии подвижен и невязок, то он легко заполнит любую сложную форму, быстро проникнет в ее тончайшие извилины. Из такого сплава можно получать отливку с тонкими стенками. Из сплавов, которые растекаются медленно, "лениво", тонкостенную отливку не получишь: они застынут прежде, чем заполнятся все извилины формы. Из таких сплавов изготовляют лишь простейшие по форме отливки.
Разные сплавы обладают и разной усадкой. Если это заранее не предусмотреть, в отливке могут оказаться трещины. Внутри отливок из сплавов с низкой жидкотекучестью часто образуются усадочные раковины, т. е. пустоты.
В современных литейных цехах все операции по приготовлению и подвозу формовочной земли механизированы.
Чугун - один из лучших литейных сплавов, он оттеснил даже сталь, несмотря на то что она прочнее и не такая хрупкая. Объясняется это тем, что сталь по литейным свойствам уступает чугуну и обладает меньшей жидкотекучестью. При работе со сталью приходится прибегать к ухищрениям, добиваясь, чтобы металл заполнил всю форму, чтобы в отливке не образовались трещины или раковины.
Вот сколько обстоятельств необходимо учитывать при выборе материала для отливки. Обычно материалы выбирает конструктор, а литейщик решает, каким методом литья следует изготовлять деталь.
Литейная форма
Задача литейщика - получить заготовку, которая по форме и качеству поверхности была бы близка к детали и требовала минимальной дополнительной обработки на станках. При этом принимаются во внимание затрата материалов и труда, возможность механизации всех процессов и другие факторы, определяющие экономичность производства. Существуют различные методы литья.
Самый древний - литье в песчано-глинистые формы, или, как говорят, литье в землю. Недостаток этого метода -в том, что песчано-глинистые формы пригодны лишь для разового пользования.
Для получения отливок применяют также полупостоянные керамические формы; их делают из особых, обжигаемых при высокой температуре (600-700° С) смесей. Они служат обычно 40-50 раз.
Очень эффективны постоянные металлические (кокильные) формы: их можно использовать для заливки металла сотни и даже тысячи раз.
Стремление сделать такие отливки, которые не требовали бы дополнительной обработки на станках, породило различные методы точного литья: в оболочковую форму, под давлением, кокильное, центробежное и др. Ниже мы остановимся на этих методах подробнее. Однако основная масса литья (до 85%) пока производится в песчано-глинистых формах. Посмотрим же, как получаются такие отливки.
Литье в землю
Чтобы отлить даже простое изделие, например чугунную втулку, нужно проделать очень сложную работу, выполнить множество операций. Сначала в модельном цехе из дерева или металла изготовляют модель втулки; она разъемная и состоит из двух половинок. Затем в землеприготовительном отделении литейного цеха из земли и различных добавок готовят формовочную смесь. Но у втулки есть внутреннее отверстие,- значит, необходимо Приготовить еще одну смесь - для стержней. Назначение стержней - заполнить те места в форме, которые в детали, в данном случае во втулке, соответствуют отверстиям.
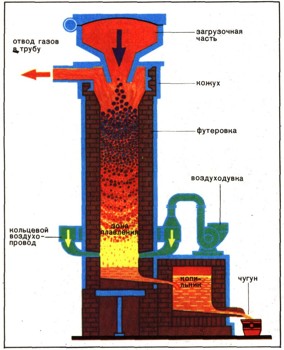
Вагранка - печь для выплавки чугуна в литейном производстве.
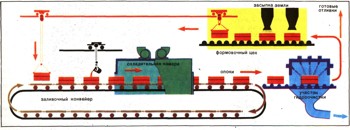
В цехах массового производства для перемещения опок и их заливки установлены формовочно-заливочные конвейеры.
Формовочная смесь должна быть достаточно прочной, иначе при сборке и транспортировке форма разрушится или не выдержит давления струй металла.
Смесь должна быть газопроницаемой, огнеупорной, теплопроводной, не оказывать сопротивления усадке металла при его затвердевании и охлаждении. Необходимо также, чтобы она сохраняла свои свойства при многократном использовании, т. е. была долговечной. И наконец, важно, чтобы она была дешевой, иначе литье окажется очень дорогим, а следовательно, вздорожают и машины. Еще более высокими свойствами должна обладать стержневая смесь, так как нагрузка на стержни больше, чем на форму.
Основные материалы для изготовления литейных форм и стержней -специальные пески и глины. Месторождения таких песков встречаются не так уж часто, и их нередко приходится завозить издалека.
В качестве связующих материалов в формовочных и стержневых смесях используют растительные и минеральные масла, искусственные смолы, канифоль и т. п. Больших успехов советские литейщики достигли в замене растительных масел синтетическими и в применении быстротвердеющих смесей. Это очень важная ветвь технического прогресса.
Итак, смесь готова. Формовщик делает земляную форму втулки. Он берет одну половину модели и кладет ее на металлическую плиту - подмодельную доску. На эту же плиту он ставит металлический ящик без дна - опоку - так, чтобы внутри его оказалась половина модели. После этого опоку плотно набивают формовочной землей, а затем переворачивают, чтобы половина модели оказалась разъемом вверх. На эту опоку формовщик ставит еще одну.
В стенках опок снаружи сделаны петли. В них вставляются металлические штыри, и таким образом две опоки скрепляются друг с другом.
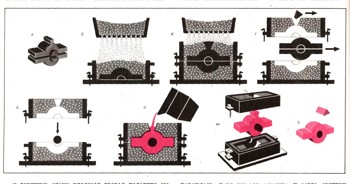
Чтобы изготовить в земляной форме литую деталь, прежде всего надо сделать деревянную модель (а). Затем половину модели и опоку кладут на подмодельную плиту и засыпают землей (б). Землю в опоке уплотняют и опоку переворачивают вместе с землей и моделью. На перевернутую опоку ставят вторую половину модели и вторую опоку, скрепляют ее с первой, а затем тоже засыпают землей и уплотняют (в). Земляная форма готова. Деревянную модель вынимают из нее (г), а в форму вставляют стержень (д), снова собирают и заливают металлом (е). Готовую деталь отделяют от земли (ж), вынимают из нее стержень, удаляют литник (з), и деталь готова.
В верхнюю опоку кладется вторая половина модели так, чтобы она точно попала на первую. Формовщик ставит в верхнюю половину опоки два деревянных конусных брусочка (на месте этих брусочков в готовой форме останутся два отверстия: одно - для заливки металла, а другое - для выхода воздуха и газов). Теперь и эту опоку заполняют формовочной смесью и хорошо, равномерно уплотняют ее.
После этого из земли надо вынуть деревянную модель. Верхнюю опоку осторожно снимают с нижней и вынимают обе половинки модели; в земле остаются четкие отпечатки двух половинок втулки. Их и уже приготовленный стержень покрывают особой краской - противопригарной. Затем в полость формы вставляют стержень и прорезают в земле канал, соединяющий отверстия для заливки с полостью формы,- литниковый ход. Нижнюю половину опоки снова накрывают верхней и на нее накладывают груз. Все готово: в земляной массе получилась форма совершенно такая же, как втулка; после того как форма немного подсохнет, в нее можно заливать металл.
Металл для заливки в формы плавят в вагранках, мартеновских, электрических и других печах. Наиболее простая по конструкции и обслуживанию -вагранка (см. рис. на стр. 245).
Ковш с жидким металлом подводят к форме и металл заливают в литниковый ход. Нужно теперь подождать, пока металл остынет, и тогда отливку можно вынуть - выбить из формы.
Однако на полученной отливке остаются наросты от литникового хода и отвода для газа - выпора. Их легко отделить одним-двумя ударами молотка. После этого остается только очистить отливку от приставшей формовочной земли. Это делают с помощью наждачных станков, пескоструйных или дробеструйных аппаратов.
Тяжел был труд литейщиков, когда подвоз земли, приготовление смеси, перенос опок с места на место производились вручную. В современных литейных цехах все операции, включая транспортные, механизированы и автоматизированы.
Вы входите в литейный цех. Вас встречает шум мерно отбивающих такт формовочных машин. Для перемещения опок и их заливки служат заливочные конвейеры - цепь тележек, движущихся с небольшой скоростью по рельсам. Сборщики сталкивают формы на тележки и на ходу заливают их металлом. За время, пока форма по конвейеру достигнет выбивного участка, она успеет остыть. Кран снимает форму с конвейера. Пустые опоки возвращаются к формовщикам. Дальше отливки разными способами очищают от приставшей земли. Наиболее совершенный из них - гидравлический (очистка водой).
А теперь остановимся на специальных видах литья.
Схема литья в кокиль. Стержень вставляется в кокиль; через отверстие в промежуток между кокилем и стержнем заливается металл, и деталь готова.

Литье под давлением - еще один вид точного литья.
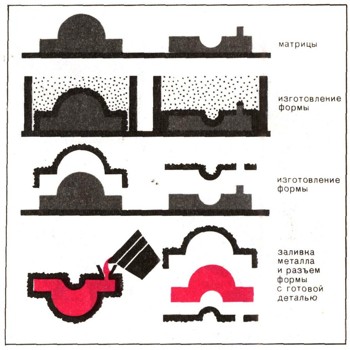
Литье в формы из песча-но-смоляных смесей называется корковым. Отливки получаются достаточно точными.
Литейные без земли
Литье в кокиль, или литье в постоянные
формы
Кокиль - французское слово, в переводе
на русский язык означает "раковина". Это толстостенная металлическая форма.
Ее применяют, когда необходимо изготовить много одинаковых отливок.
Перед заливкой металла в одну из половин кокиля вставляют стержни. Затем две половины кокиля соединяют и плотно скрепляют. В собранный кокиль заливают жидкий металл. Здесь он очень быстро затвердевает. Через несколько минут после заливки деталь можно уже вынуть. Затем внутреннюю поверхность кокиля продувают сжатым воздухом, прокрашивают, и... процесс начинается снова. Таким образом, в один и тот же кокиль можно многократно заливать металл и получить сотни и даже тысячи одинаковых отливок.
Этот способ имеет много преимуществ перед литьем в земляные формы. Не нужна формовочная земля, отпадает необходимость в землесмесительных и формовочных машинах, кранах и т. д. Улучшаются условия труда, повышается производительность, а отливки не нуждаются в дальнейшей обработке на станках. Но зато на производство самих кокилей приходится затрачивать много дорогостоящего металла, труда и времени. Однако в конечном счете эти дополнительные затраты оправдываются и кокильное литье внедряется все шире.
Литье в кокиль применяют для простых по конфигурации отливок из чугуна, стали и цветных сплавов массой от нескольких сотен граммов до нескольких тонн. Созданы специальные кокильные литейные машины, работа на которых механизирована и автоматизирована.
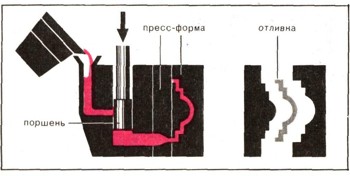
Литье под давлением
Мы уже знаем, что литейные сплавы отличаются
разной степенью жидкотекучести. Но оказалось, что если подвергнуть слой
жидкого металла большому давлению (до нескольких десятков мегапаскалей),
то металл можно заставить течь быстрее. Однако обыкновенные кокили не выдерживают
высокого давления и разрушаются. Поэтому формы для литья под давлением
изготовляют из специальной стали, их называют пресс-формами,
а литье
под давлением иногда называют еще пресс-литьем. При этом методе
литья жидкий металл входит в форму не под действием силы тяжести, а вводится
в нее давлением сжатого воздуха или поршня. Металл при этом быстро заполняет
все пустоты формы.
Схема точного литья по выплавляемым моделям: 1 - формовка восковой модели; 2 - из отдельных моделей собирается "елочка": 3 - на "елочку" наносится слой керамического порошка; 4 - из керамической формы выплавляют воск; 5 - форма заливается снаружи керамикой, это делает ее более прочной; 6 - еще прочнее форма становится после обжига; 7 - теперь форму можно заполнить расплавленным металлом; 8 и 9 - после остывания металла остается разбить форму и разобрать "елочку" - теперь уже металлическую - на отдельные детали.

Литье под давлением применяют для отливки сложных деталей, главным образом из цветных металлов и сплавов (цинковых, алюминиевых, магниевых, медных). Машины для литья под давлением способны выпускать по нескольку тысяч отливок в смену. Таким способом можно получать отливки с очень тонкими стенками.
Литье по выплавляемым моделям
Поиски лучших методов литья привели к
еще одному решению: делать модели не из дерева или металла, а из особого
легкоплавкого воскообразного вещества. Такую модель покрывают огнеупорной
керамической оболочкой и заформовывают в опоку. Горячий металл расплавляет
воск (парафин, стеарин) и занимает его место.
Впрочем, этот метод не нов. Им пользовались еще в начале прошлого столетия. Смысл способа в том, что модель не надо извлекать из формы, она сама выплавляется. Поэтому такой способ и называют литьем по выплавляемым моделям. Это позволяет получать из чугуна, стали и бронзы очень точные отливки.
Кроме того, этот процесс, что очень важно, хорошо поддается автоматизации.
Литье в корковые (оболочковые) формы
Иногда формы делают не из парафина или
воска, а из песчано-смоляных смесей. Для этого нагретую до 200-250° С металлическую
плиту с установленными на ней металлическими моделями засыпают смесью мелкого
кварцевого песка с некоторым количеством особой порошкообразной смолы.
Под действием тепла частички смолы, прилегающие к модельной плите и моделям,
расплавляются и обволакивают зерна песка, а застывая, скрепляют их между
собой. Так, за 15-20 с на плите образуется полутвердая песчано-смоляная
оболочка. Избыток
смеси удаляют, а модельную плиту вместе
с оболочкой помещают в печь, где заканчивается процесс твердения смолы
и спекания оболочки. Готовую оболочку - полуформу - снимают с плиты и соединяют
с другой полуформой. Теперь можно заливать металл. При этом способе также
не надо ни опок, ни большого количества формовочной земли, ни металла для
кокилей. Правда, отливки получаются не такими точными, как при литье по
выплавляемым моделям, но гораздо точнее, чем в земляных формах. Этот способ
сейчас широко распространяется.
Центробежный способ питья
При этом способе металл заливают во вращающуюся
металлическую форму. Способ основан на использовании центробежной силы,
прижимающей металл к стенкам формы, и позволяет получать отливки высокого
качества. Таким способом на специальных центробежных машинах отливают изделия,
имеющие форму тел вращения (трубы, шестерни, зубчатые ободы и т. д.).
В последние годы литейное производство успешно механизируется и автоматизируется, созданы автоматические литейные цехи, например цех-автомат, изготовляющий поршни для автомобилей из алюминиевого сплава. На всем пути - от поступления в цех брусков сплава до упаковки поршней - человеческая рука к ним не прикасается. Отливки здесь получают не в земляных формах, а в металлических - кокилях.
Для контроля за качеством отливок в литейных цехах применяют спектральный анализ, гамма-дефектоскопию, ультразвук и другие методы.
2i.SU ©® 2015