Современные технологии и производство
Энциклопедия
Черная металлургия
Много тысячелетий прошло с того времени, когда человек научился пользоваться металлами, и с тех лор они заняли важное место в его жизни. Сегодня мы встречаемся с металлами на каждом шагу: металл - это космические корабли и могучие океанские лайнеры; железные дороги и каркасы многоэтажных зданий; мосты и автоматические станки; многочисленные предметы нашего быта.
Природа неохотно расстается со своими богатствами. Сложный и длинный путь проходит руда, прежде чем превратится в металл. Ученые, инженеры, рабочие постоянно заняты сокращением этого пути, усовершенствованием его, улучшением качества металла. Вместе с тем они думают и над тем, как облегчить труд металлургов: ведь металлургическое производство горячее и труд на нем нелегкий.
Итак, друзья, перед вами огненная страна - металлургия.
Железо, сталь, чугун
В таблице Менделеева много металлов, но первое место среди них по праву принадлежит железу.
В самородном состоянии железо на Земле не встречается. Как только молекулы этого металла соприкасаются с кислородом, они соединяются с ним, и поэтому в природе железо находится обычно в виде окислов. На заре своей истории люди использовали железо метеоритов. Но практическое значение этот металл приобрел лишь тогда, когда человек научился получать его из руды.
Умение получать железо из руды, обрабатывать его, создавать различные сплавы совершенствовалось на протяжении всей истории человечества.
Греческий философ Аристотель, живший в 384-322 гг. до н. э., уже описывает способ получения некоторых сортов железа и говорит о "землях", из которых железо извлекали, т. е. о железной руде.
Человек использует железо не в чистом виде, а в виде сплавов с другими химическими элементами -примесями или специальными добавками. Непременный компонент железных сплавов - углерод. Если углерода совсем мало, не больше 0,04%, то сплав сохраняет природные физические свойства железа и его название. Если в сплав входит до 2% углерода, то металл приобретает высокую твердость, но остается пластичным. Это сталь. А если углерода еще больше, металл становится еще более твердым и в то же время хрупким: такой сплав называют чугуном.
В состав чугуна и стали наряду с углеродом входят и другие примеси, которые попадают в сплав из руды и прочих шихтовых материалов. Одни из них, например кремний и марганец, придают сплаву ценные свойства, другие - сера, фосфор, мышьяк -вредны, так как делают его ломким.
Миллиарды тонн стали, превращенной в машины, инструменты, каркасы различных зданий, мосты, рельсы, верно служат человеку. На каждого жителя Земли в среднем приходится около 2 т стали. Несмотря на широкое применение в последнее время других металлов - алюминия, титана и сплавов, созданных на их основе, доля железа в мировом производстве всех металлов с конца XIX в. и поныне практически остается той же - примерно 95 %.
По тому, сколько выплавляют ежегодно стали в среднем на душу населения той или иной страны, мы судим, насколько она промышленно развита. В дореволюционное время в России на душу населения приходилось меньше 30 кг стали в год. Выплавка стали в СССР в 1970 г. по сравнению с дореволюционным уровнем выросла почти в 30 раз и на душу населения приходилось при этом примерно 0,5 т этого металла.
Девятый пятилетний план развития народного хозяйства СССР предусматривает увеличение выплавки стали к 1975 г. до 142-150 млн. т.
Что требуется для выплавки чугуна
На современных металлургических заводах железо из руды выплавляют в доменных печах. В них получают чугун. Из чугуна разными способами (о них будет рассказано ниже) производят сталь. Нужную форму металлу придают прокаткой, ковкой, штамповкой или литьем. Путь от железной руды до готового металла называют металлургическим циклом.
Металлургический цикл начинается с подготовки руды-ее обогащения (см. ст. "Как обогащают полезные ископаемые"). Но полученный после обогащения порошкообразный рудный концентрат еще не пригоден для плавки: порошок нужно подвергнуть окускованию - агломерации или окатыванию. В первом случае его спекают и получают агломерат, а во втором случае влажный концентрат превращается в комки - окатыши. Вот теперь руда уже готова "принять участие" в доменном процессе.
Специальной подготовки требует и топливо - каменный уголь: ведь в нем содержится много примесей (особенно серы), крайне вредно влияющих на металл. Поэтому уголь коксуют. Делается это так.
Уголь размалывают в тончайший порошок и помещают в особые печи - камеры. Несколько десятков таких камер составляют коксовую батарею. Порошок прогревают без подачи воздуха, постепенно увеличивая температуру., Когда вся масса угольного порошка прогреется насквозь, порошок спекается и получается каменноугольный "пирог" - кокс. Он порист и поэтому в доменной печи быстрее вступает в контакт с горячим воздухом. В коксе гораздо меньше примесей, чем в угле: часть их уходит вместе с коксовым газом, который выделяется при нагреве угля. Из этого газа затем получают много полезных продуктов (см. статьи раздела "Химическая промышленность").
Вместе с рудой я коксом в доменную печь вводят флюсы (известняки). Их назначение - понизить температуру плавления пустой породы, содержащейся в рудах, чтобы облегчить ее переход в шлак. В последние годы флюсы стали примешивать к руде еще при ее подготовке к плавке. Большинство доменных печей Советского Союза теперь работают на таком сырье, оно называется офлюсованным агломератом.
Смесь материалов, загружаемых в доменную печь для получения металла заданного химического состава, называется шихтой.
Для плавки нужен и воздух. Без него, точнее без кислорода, нет горения. А чтобы доменный процесс протекал успешнее, воздух тоже необходимо подготовить - нагреть. Для этого используют тепло горячих газов, отходящих из доменных печей. После очистки газы направляются по трубам к воздухонагревателям (кауперам) - высоким башням, разделенным внутри на две части по вертикали: в одну пускают доменный газ, в другую - воздух. Проходя вдоль башни, горячий газ отдает кирпичу тепло. Когда кирпич достаточно нагреется, доступ газу закрывают и впускают в воздухонагреватель холодный воздух. Проходя между горячими кирпичами, воздух нагревается до 1000-1200° С. Затем его направляют по трубам к доменной печи.
Воздухонагреватель нагревают обычно около 2 ч, а потом в течение часа он подает в доменную печь горячий воздух. Поэтому для бесперебойной работы печи нужны 3-4 воздухонагревателя: 2 или 3 из них греются, а остальные в это время подают нагретый воздух в доменную печь.
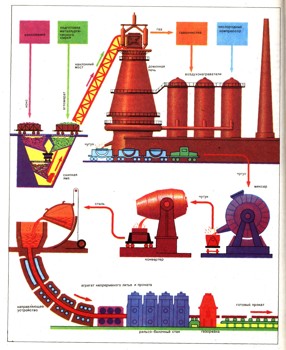
Общая схема металлургического цикла.
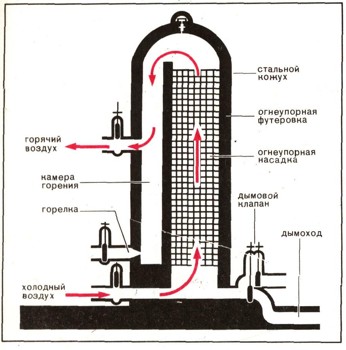
В воздухонагревателе нагревают воздух перед впуском в доменную печь.
Доменная печь
Доменные печи были изобретены около 600 лет назад. С тех пор их размеры и производительность непрерывно растут.
В старой России преобладали доменные печи объемом 200-300 м3, однако на Урале еще действовали и совсем маленькие старые печи, объемом всего 20-30 м3.
В годы первых пятилеток в нашей стране начали строить печи объемом более 1000 м3. В последние годы на металлургических заводах нашей страны вступили в эксплуатацию гигантские доменные печи, объемом 3000 м3. Дневной рацион такого исполина - несколько железнодорожных эшелонов шихты, а годовая производительность т- свыше 2 млн. т чугуна.
Но и это не предел. В 1972-1973 гг. у нас начали строить доменные печи объемом 5000 м3. В год такая печь будет выплавлять столько чугуна, сколько давали все домны царской России, вместе взятые,- примерно 4 млн. т!
Современная доменная печь- - это башня высотой с 30-этажный дом. Снаружи она одета в стальную "рубашку", внутри выложена огнеупорным кирпичом. .
Главные части доменной печи - колошник, шахта и горн.
Через колошник отводят газы и загружают в печь сырые материалы. Затем материалы под действием собственного веса опускаются в шахту, а оттуда в горн, куда под большим давлением через специальные отверстия - фурмы - вдувают горячий воздух, поступающий из воздухонагревателей. В горне сгорает кокс и развивается очень высокая температура - более 2000° С. В нижней части горна находятся отверстия - летки - для выпуска чугуна и шлака.
В последние годы в доменные печи стали вдувать также природный горючий газ. Это позволяет значительно снизить расход кокса. Особенно эффективно применение природного газа вместе с чистым кислородом.
Посмотрим, как обслуживаются современные доменные печи.
Возле доменных печей сооружают бункера (ямы). Это склады, откуда доменные печи получают необходимое им питание. Здесь при помощи автоматизированных вагонов-весов составляется шихта, нужная для плавки чугуна.
На новейших домнах применяется транспортерная подача. С транспортера материалы высыпают в бункер. В него упирается нижняя часть наклонного моста, приставленного к печи. По мосту при помощи канатов и подъемных механизмов вверх и вниз курсируют особые тележки - скипы. В то время как один скип наверху разгружается в печь, другой внизу загружается.
Что же происходит внутри печи? У фурм вдуваемый воздух (дутье) встречается с коксом. Сгорая, кокс образует углекислый газ. Под влиянием высокой температуры он превращается в окись углерода, которая вступает в контакт с железной рудой, и освобождает ее от кислорода - восстанавливая железо.
Железо восстанавливается также в результате соприкосновения с раскаленным коксом. Проходя через слой кокса, восстановленное железо насыщается углеродом - образуется чугун.
Накапливающийся в печи жидкий чугун выпускают через летки, затем он по желобу течет в канавы, выложенные огнеупорной массой.
При прежних режимах плавки (без применения чистого кислорода, природного горючего газа и т. д.) чугун выпускали через каждые 3-4 часа, затем через каждые 2 часа. Из гигантских домен, объемом 3000 м3, чугун практически выпускают непрерывно. На этих печах уже не 1, а 2 или 3 летки для выпуска чугуна и по 2-3 литейных двора.
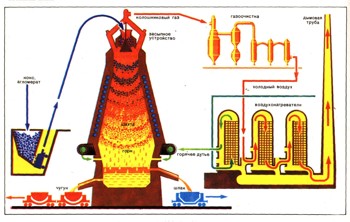
Схемадоменного процесса. Из руды, кокса, флюсов получают чугун.
Если чугун предназначен для изготовления из него отливок (литейный чугун), он из канавы попадает на разливочную машину, где превращается в продолговатые бруски - чушки. Если же он предназначен для передела в сталь (передельный чугун), его сливают в стоящие наготове на железнодорожных путях ковши и транспортируют в сталеплавильный цех. На долю передельного чугуна приходится примерно 80% продукции доменных цехов.
Строительство крупных доменных печей, применение природного газа, кислорода, дутья, нагретого до температуры 1200° С и выше под высоким давлением, сделали управление такими домнами очень сложным. Даже высококвалифицированные мастера не в состоянии проанализировать показания многочисленных приборов, которыми оснащены доменные печи. Им помогают электронные вычислительные машины, которые контролируют ход процесса. В случае отклонения от нормы ЭВМ отдают необходимые команды об изменении состава шихты, дозировки дутья, газа и кислорода, повышении или понижении температуры дутья и т. п. ЭВМ стали советчиками мастеров доменных печей.
Чугун превращается в сталь
Итак, чтобы отнять у окислов железа кислород, его заставили соединиться с углеродом. Получили чугун. Теперь же, чтобы получить сталь, надо выжечь из чугуна избыточный углерод, т. е. соединить его с кислородом.
В древности углерод из металла почти полностью выжигали в примитивных кричных горнах (поначалу это были простые ямы, вырытые на склонах гор с наветренной стороны), а чтобы железо обрело твердость, его затем снова насыщали углеродом. Позднее широкое распространение получил способ так называемого пудлингования. Пудлинговая печь - это тот же кричный горн, превращенный в пламенную печь, в которой рабочее и топочное пространства разделены пламенным порогом. Это позволило постоянно перемешивать металл. Отсюда и произошло название процесса - пудлингование, т. е. перемешивание.
Сталь варили также в тиглях (небольших огнеупорных сосудах), расплавляя в них металлическую шихту. Так получали, например, славившуюся на весь мир булатную сталь.
Но ни один из применявшихся ранее способов не мог удовлетворить все возраставшие потребности промышленности в стали.
Быстрый и удобный способ превращения чугуна в сталь разработал в 1856 г. англичанин Г. Бессемер. Он предложил продувать расплавленный жидкий чугун воздухом в расчете на то, что кислород воздуха соединится с углеродом и унесет его в виде газа. Бессемер опасался только, как бы воздух не остудил чугун. На деле же получалось обратное - чугун не только не остывал, но еще сильнее нагревался. Неожиданно, не правда ли? А объясняется это просто: при соединении кислорода воздуха с разными элементами, содержащимися в чугуне, например с кремнием или марганцем, выделяется немалое количество тепла. Д. И. Менделеев назвал бессемеровские конвертеры печами без топлива.
Конвертер - стальной, выложенный изнутри огнеупорным кирпичом сосуд, сужающийся кверху. В дне его сделаны отверстия, через которые под большим давлением вдувают воздух. В конвертер заливают расплавленный чугун, а затем продувают его мощным потоком воздуха. Углерод быстро выгорает, и в считанные минуты сплав почти полностью обезуглероживается.
Это был самый быстрый, самый дешевый и самый простой способ получения стали. Но в простоте его крылись и недостатки. Химические реакции в конвертере проходили чересчур быстро, углерод выгорал, но кислород воздуха не затрагивал вредные примеси - серу и фосфор. Они оставались в сплаве и резко ухудшали его свойства. И еще: при продувке металл насыщался азотом воздуха, что также очень вредно для стали.
При бессемеровском способе можно применять не всякий чугун, а только такой, в состав которого входят кремний и марганец, выделяющие во время реакции большое количество тепла. Но и этого тепла не хватает, чтобы расплавлять куски металла. Поэтому в бессемеровском конвертере практически нельзя перерабатывать железный лом, а приходится использовать лишь жидкий чугун. Вот почему бессемеровский способ получения стали из чугуна был почти всюду вытеснен другим способом, открытым в 1864 г. французским металлургом Пьером Мартеном. Этот способ (его назвали мартеновским) сложнее, но обеспечивает выплавку стали более высокого качества и, что очень важно, позволяет использовать металлический лом.
Мартеновская печь. Она состоит из двух этажей, которые тесно связаны между собой. На первом готовится топливо, на втором варят сталь.
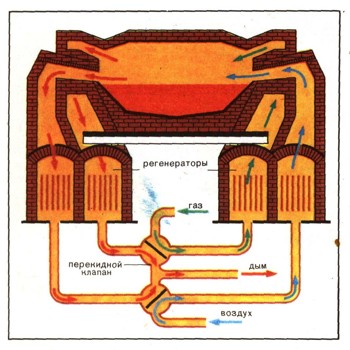
Мартеновская печь
Мартеновская печь состоит как бы из двух этажей: нижнего и верхнего.
На нижнем этаже четыре камеры - регенераторы, стены которых выложены огнеупорным кирпичом. Их назначение примерно такое же, как и воздухонагревателей доменных печей. Только в них нагреваются и поступающий в печь воздух, и газ, которым печь отапливается. Ход процесса зависит от теплоты сгорания топлива: чем она выше, тем быстрее варится сталь. Раньше на большинстве мартеновских печей в качестве топлива применяли смесь доменного и коксового газов. В последние годы широко используют природный горючий газ.
Особенно выгодна смесь природного газа и кислорода.
Сами регенераторы нагреваются дымом - раскаленными продуктами горения, поступающими с верхнего этажа. Сначала дым проходит через два правых регенератора и нагревает их. Затем при помощи перекидных клапанов его направляют в левые регенераторы. Пока они греются, в одну из правых камер пускают газообразное топливо, на котором работает печь, а в другую - воздух. Таким образом в печи все время поддерживается необходимая температура.
Схема мартеновской печи, здесь хорошо видно устройство обоих этажей.
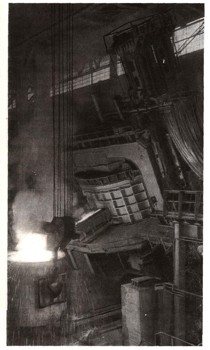
Заливка чугуна в мартеновскую печь.
Верхний этаж печи - это рабочая камера. Ее стены также выложены огнеупорным кирпичом. Здесь в специальной ванне ведется плавка. Ванна напоминает удлиненное, постепенно углубляющееся от краев к середине огромное корыто, покрытое, как и стены, слоем огнеупорных материалов.
В передней стене печи имеются окна (от 3 до 7), через которые заливают расплавленный чугун и загружают различные материалы - железный лом, руду, флюсы. В противоположной стене - выпускное отверстие. Когда идет плавка, оно забито огнеупорной глиняной массой.
По специальным каналам нагретые газ и воздух подводятся в верхнюю часть печи. Там они смешиваются и сгорают. Образуется пламя с температурой до 1800-2000° С. Газ и воздух двигаются быстро, факел растягивается на всю длину камеры, передавая тепло находящимся в печи материалам.
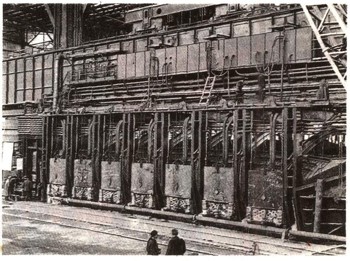
Войдем в один из мартеновских цехов. В ряд выстроились огромные печи (в СССР построены самые большие в мире мартены; емкость некоторых из них достигает 900 т). Вот печь, из которой только что выпустили металл. Сталевары уже готовятся к новой плавке. С помощью специальной машины они заделывают обнаруженные после выпуска предыдущей плавки изъяны в кладке печи. Эта первая операция называется заправкой печи.
Потом начинается завалка (загрузка). Сначала в печь идут холодные материалы - железный лом, известняк. Для загрузки применяют завалочные машины. Длинными штангами - хоботами - они захватывают металлические ящики-мульды с железным ломом, известью и рудой, заносят их в печь, легко и быстро переворачивают и снова ставят на тележку. Как только завалка заканчивается, опускают все заслонки над окнами и в печь вводится максимум тепла, чтобы лом и другие материалы возможно быстрее прогрелись. После этого электровоз подвозит ковши с чугуном. Его доставляют из миксера - своеобразного гигантского термоса, где хранятся сотни тонн жидкого горячего металла. Кран снимает ковши с лафетов, наклоняет их, и по желобам, вставленным в окна, чугун льется в печь.
Теперь надо добиться, чтобы жидкая масса в ванне хорошо перемешалась, "закипела". Наконец на поверхности ванны появляются пузыри: через металл и шлак прорывается окись углерода, образующаяся в результате реакций между углеродом чугуна и кислородом печных газов и руды. Этот период называют кипением ванны. Чтобы ускорить процесс выгорания углерода, на многих заводах в расплавленный металл вдувают кислород. Это позволяет намного сократить длительность плавок.
Время от времени сталевар берет из печи пробу металла. В цеховой лаборатории очень быстро (их поэтому называют экспресс-лабораториями) делают анализ пробы и сообщают сталевару, сколько в металле углерода, серы, фосфора, марганца и других элементов.
На последнем этапе плавки происходит раскисле-ние металла - из него удаляют кислород, вредно влияющий на .качество стали. Для этого в печь добавляют так называемые раскислители (ферросилиций, ферромарганец, алюминий).
Обычно плавка длится несколько часов. Но вот сталь готова. Под выпускным отверстием стоит ковш, в него льется струя металла. О том, что с ней происходит дальше, вы узнаете в следующих главах. А пока рассмотрим другие, более прогрессивные способы выплавки стали.
Кислородные конвертеры
Бессемеровские конвертеры, как уже говорилось, были вытеснены мартеновскими печами. Однако в 50-е годы нашего века конвертеры вновь выдвинулись на первый план.
Попробовали вдувать в конвертер не атмосферный воздух, а кислород, притом подавать его не снизу, как это делали раньше, а сверху. Оказалось, что таким способом в конвертерах можно перерабатывать любой чугун - и жидкий и твердый, а также и железный лом. Вот почему выплавка стали в кислородных конвертерах в последнее время получает все более широкое распространение.
Кислородный конвертер устроен так же, как бессемеровский. Отличие только в днище, которое делается глухим, цельносварным. Корпус и днище футеруют (облицовывают) огнеупорными материалами. Кислород подают через специальную фурму в горловине конвертера под очень высоким давлением -свыше 1 МПа (10 кгс/см2). Струя кислорода энергично внедряется в жидкий металл и моментально вступает в контакт с различными примесями чугуна. За первые 5-10 минут окисляются кремний (в чугуне его 0,7-0,9%) и марганец (0,4-2%). В результате этих реакций температура металла в конвертере поднимается с 1200-1250 до 1400-1450° С. После этого происходит быстрое и интенсивное выгорание углерода.
Кислород продолжают вдувать в конвертер до тех пор, пока содержание углерода в чугуне не снизится до заданного предела. При этом температура металла достигает уже 1600° С. Реакции, развивающиеся в конвертере, дают столько тепла, что его хватает не только для нагрева чугуна, но еще и для того, чтобы расплавить железный лом.
О ходе продувки судят по цвету пламени и многим другим внешним признакам. Сталевар (его называют еще и оператором) управляет процессом со специального пульта.
Кислородный конвертер в разрезе и схема производства стали в нем: 1 -заливка чугуна; 2 - продувка ; 3 - выпуск стали; 4 - слив шлака.
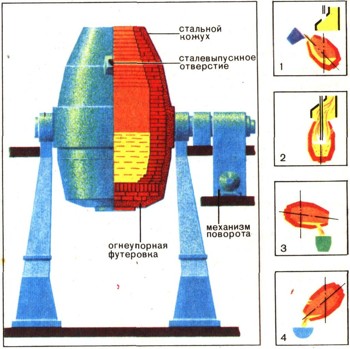
Но вот продувка закончена. Конвертер наклоняют (см. схему получения стали в кислородном конвертере), берут пробы металла и шлака и отправляют их в экспресс-лабораторию. Сталь готова! Вся плавка заняла примерно полчаса, т. е. во много раз меньше, чем мартеновская. Поэтому производительность конвертера значительно выше, чем мартеновской печи той же емкости. Цех с 4 кислородными конвертерами, емкостью до 300 т каждый (такие уже построены), обеспечивает выплавку в 10 млн. т в год.
Однако и мартеновские печи еще долго будут служить. Ими, так же как и кислородными конвертерами, сейчас управляют ЭВМ.
Одним словом, для каждого рода стали и состава шихты следует выбрать наиболее подходящий метод выплавки.
Легированная сталь
Применяемая в современной технике сталь должна многое "уметь": сопротивляться колоссальным давлениям, противостоять кислотам, щелочам и другим химическим "агрессорам", выдерживать, не зная усталости, длительные перегрузки, не бояться ни жары и ни холода.
Подобно тому как кулинар, чтобы приготовить вкусное блюдо, добавляет в него различные специи, сталевар, чтобы выплавить сталь, обладающую ценными свойствами, должен ввести в нее специальные добавки - хром, марганец, никель, титан, вольфрам, ванадий, кремний и др. У каждого легирующего элемента (так называют эти добавки) свое назначение.
Марганец, например, придает стали высокую твердость; хром, особенно в сочетании с никелем, делает ее нержавеющей; кремний - упругой; вольфрам применяют для получения быстрорежущей инструментальной стали и т. д. Часто в сталь вводят несколько различных добавок сразу. Обычно эти добавки вводят в металл не в чистом виде, а в виде сплавов с железом - ферросплавов. Сталь, в которую входят добавки, придающие ей особые свойства, называется легированной.
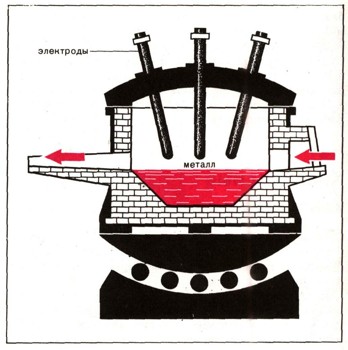
Легированную сталь выплавляют главным образом в дуговых электрических печах. Эти печи имеют цилиндрическую форму и выложены изнутри огнеупорным кирпичом. Над плавильным пространством возвышается куполообразный свод. Перед началом плавки свод поднимают, отводят в сторону и загружают сверху в печь шихтовые материалы. Затем печь снова закрывают сводом, в нее опускают угольные электроды, включают ток. Между электродами и металлом возникает электрическая дуга. Находящиеся вблизи электродов железный лом и другие материалы начинают быстро плавиться, и через короткое время вокруг электродов появляются "лужи" расплавленного металла. Дальше процесс ведется так же, как в мартеновских печах, с той разницей, что в электропечах нет опасности загрязнения стали продуктами горения. Крупные современные печи имеют специальные устройства, чтобы перемешивать жидкую сталь в ванне. Это ускоряет плавку и обеспечивает получение металла точного и, главное, равномерного состава. Емкость электропечей достигает 200 т.
Для современных машин нередко требуется сталь, в которой содержание углерода не превышало бы сотых, а то и тысячных долей процента. Дуговые печи не в состоянии обеспечить такую чистоту стали: ведь в этих печах жидкий металл соприкасается с угольными электродами и часть углерода может быть занесена в металл. Наиболее чистые безуглеродные сплавы получают в индукционных печах. Это огнеупорный тигель цилиндрической формы охваченный индукционной катушкой (соленоидом). Важное преимущество индукционных печей перед дуговыми состоит в том, что под действием образуемого соленоидом электромагнитного поля металл в тигле энергично перемешивается и химические реакции ускоряются. Сталь, выплавленная в таких печах, однороднее, чем получаемая в мартеновских и дуговых печах. Однако этим не исчерпывается борьба за получение стали высокой чистоты.
Разрез дуговой электросталеплавильной печи. Источником тепла в ней служит электрическая дуга, возникающая между электродами и металлом.
Сталь высокой чистоты
Середина нашего века ознаменована небывалым взлетом технической мысли. Появились ядерные реакторы, мощные реактивные двигатели, резко повысились скорости, мощности, давления, температуры. Соответственно этому повысились требования к материалам. Главное из этих требований - высокая чистота металла, минимальная насыщенность газами - кислородом, азотом, водородом.
Ответом на эти требования было развитие так называемой вакуумной металлургии, которая с каждым годом завоевывает все более прочные позиции. "Вакуум" в переводе с латинского значит "пустота". Как известно, это - пространство, из Которого до определенных пределов выкачали воздух.
Дуговая электросталеплавильная печь. Металл в ней не соприкасается с газами, и получается более чистым, чем, например, в мартеновской печи. Многие легированные стали выплавляются только в электрических печах.
Прежде всего расскажем, как производят разливку стали в вакууме. Сталеразливочный ковш с жидкой сталью помещают в камеру, где создана разреженная атмосфера, и выдерживают его определенное время. Содержащийся в жидкой стали углерод начинает взаимодействовать с кислородом закиси железа и неметаллических включений, восстанавливает железо и другие элементы. Образующаяся при этом газообразная окись углерода бурно выделяется из металла в атмосферу камеры, откуда она непрерывно отсасывается вакуумными насосами. Реакции эти протекают энергично, и содержание кислорода в. жидкой стали быстро понижается. Одновременно уменьшается содержание в стали азота и водорода, так как пузырьки окиси углерода увлекают с собой в атмосферу камеры азот и водород. Все это приводит к тому, что насыщенность стали газом резко понижается и содержание неметаллических включений уменьшается, а качество стали становится значительно лучше.
Чтобы получить сталь особо высокого качества, ее не только разливают, но и выплавляют в вакууме. Для этой цели применяются специальные вакуумные дуговые и индукционные электропечи.
Однако вакуумирование - довольно сложный процесс, он требует дорогого оборудования, поэтому творческая мысль искателей уже много лет занята поисками более простых путей получения металла высокой чистоты.
В Институте электросварки имени Е. О. Патона сконструирована специальная установка для электрошлакового переплава. Сущность процесса состоит в том, что конец металлического стержня, изготовленного из обычной электростали и выполняющего роль электрода, расплавляется в слое жидкого шлака специального состава, нагретого до высокой температуры электрическим током. Капли расплавленной стали проникают через слой шлака, дегазируются и очищаются от неметаллических включений, а затем скапливаются в медной водоохлаждаемой форме, остывают и затвердевают.
Полученная таким образом сталь однородна по химическому составу, слитки ее отличаются плотной структурой.
Другой метод обработки жидкой стали - так называемыми синтетическими шлаками - имеет давнюю историю. Еще в 1925 г. видный советский металлург А. С. Точинский предложил сливать расплавленную сталь в сталеразливочный ковш, в который заранее налито определенное количество жидкого синтетического шлака. Такой же способ обработки жидкого металла с помощью синтетических шлаков был позднее предложен во Франции Р. Перреном. Этот способ назван способом Точинского - Перрена. Практика показала, что обработка в ковше жидкой стали синтетическими шлаками приводит к укрупнению частиц неметаллических включений и поэтому они легче всплывают.
В этом и суть процесса. Он прост, но исключительно эффективен. Качество стали при этом заметно улучшается.
В последние годы у металлургов появились такие современные помощники, как электронный луч и плазма. Они могут творить с металлом то, что не под силу старому труженику металлургии - огню. В электроннолучевых и плазменных установках, которые уже работают на некоторых заводах, рождаются сверхчистая сталь, металлы и сплавы. В струе плазмы можно быстро получить температуру более 10 000° С. При обычных, давно известных нам металлургических процессах достичь такой высокой температуры невозможно.
Теперь, после того как мы познакомились с различными способами производства стали, продолжим наше путешествие по металлургическому заводу и проследим дальнейший путь металла и его превращения.
Рождение стального слитка
Основными сталеплавильными агрегатами в наши дни продолжают оставаться мартеновская печь, конвертер и дуговая электропечь. Когда плавка в них заканчивается, сталь выпускают в специально подготовленный ковш. Из очень больших мартеновских печей сталь выпускают сразу в 2 и даже 3 ковша. Затем могучие "руки" крана поднимают ковш и несут на разливку.
На большинстве заводов сталь разливают в изложницы - высокие чугунные формы. После того как металл застывает, слитки "раздевают", т. е. с них снимают изложницы. Масса слитков может быть различной - от нескольких килограммов до десятков тонн.
Ход затвердевания расплавленной стали и процесс образования кристаллов впервые исследовал и подробно описал в 1878 г. один из творцов науки о металлах - знаменитый русский ученый Д. К. Чернов. Это имело огромное значение для развития мировой металлургии.
Остывая, металл кристаллизуется, но процесс кристаллизации протекает неравномерно. Поэтому и кристаллы получаются разные: у самой стенки изложницы кристаллы небольшие, в глубине - крупные. Поскольку объем металла при затвердевании уменьшается, в верхней части слитка возникают пустоты - усадочные раковины, которые перед последующей обработкой слитка - обжимом (о том, как это делается, вы прочтете в ст. "Прокатка стали") -необходимо отрезать. При этом получаются очень большие отходы (обрезь), достигающие 8-15% от массы слитка.
Все эти недостатки заставили металлургов искать лучший способ разливки металла. В 50-х годах в нашей стране была пущена первая в мире промышленная установка для непрерывной разливки стали. Много лет затратили советские ученые, прежде чем разработали новый способ разливки, который позволяет регулировать ход кристаллизации и избавляет слитки стали от присущих им пороков. Непрерывная разливка стали широко применяется во многих странах.
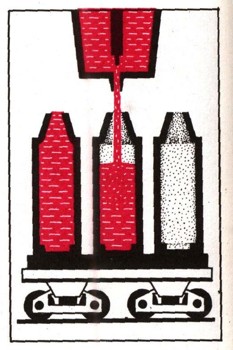
Способы разливки стали: наполнение изложницы снизу (сифоном):
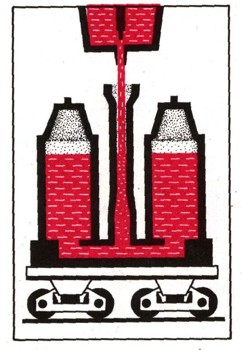
наполнение изложницы сверху.
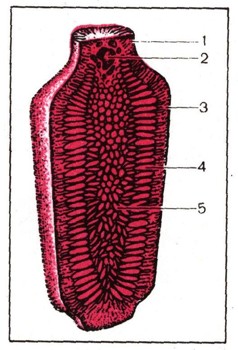
Разрез стального слитка: 1 - прибыльная часть слитка; 2 - усадочная раковина ; 3 - мелкие зерна, 4 - вытянутые столбчатые кристаллы; 5 - равноосные кристаллы.
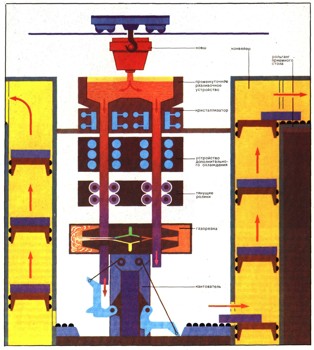
Непрерывная разливка стали
Основная часть установки для непрерывной разливки стали - кристаллизатор. Стенки его полые, в них циркулирует вода. Ниже кристаллизатора расположена секция вторичного охлаждения - своеобразный "душ", который позволяет регулировать ход кристаллизации. Здесь же система роликов, образующая ограждение на пути еще не полностью за-гвердевших слитков, и устройство, вытягивающее слитки из кристаллизатора.
Схема установки непрерывной разливки стали.
Разливка готовой стали иа ковша в наложницы.
Как же происходит процесс непрерывной разливки? Кран приносит ковш с жидкой сталью. Из него металл заливают в промежуточный ковш, откуда он поступает в кристаллизатор. Чтобы первая порция жидкой стали не прошла насквозь раньше, чем она застынет, дно кристаллизатора заблаговременно закрывают металлическим брусом, или, как говорят металлурги, вводят затравку. Один конец бруса "запирает" кристаллизатор, другой зажат в валки тянущего устройства.
Когда наружные слои стали затвердеют, в дей-твие вступают тянущие устройства, которые вытяги-ают из кристаллизаторов затравку и как бы приросшую к ней заготовку. Теперь процесс идет безостановочно. В кристаллизатор непрерывно заливают сталь, из него выходит стальная заготовка. Пройдя через "душ", она затвердевает насквозь, после этого ее разрезают на части нужного размера. Отрезанные куски заготовки с помощью системы рольгангов поступают на приемные стеллажи.
При непрерывной разливке стали, благодаря более быстрому охлаждению и затвердеванию, слитки получаются однороднее, прочнее, отходов почти нет.
Непрерывная разливка намного эффективнее, чем обычная. Однако основную массу стали, которая выплавляется в нашей стране да и в других странах, пока еще разливают в изложницы. Полученный таким путем слиток подвергают затем следующей технологической операции - обжиму.
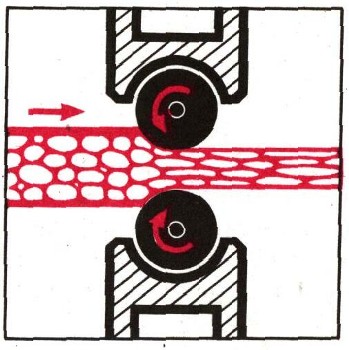
Прокатка стали
Прокатка стали, или обжим стального слитка, совершается на блюмингах или слябингах. Слиток при этом раскатывается и превращается в длинный брус или пластину, а сам металл становится плотнее, так как при этом устраняются ("завариваются") мелкие поры, имевшиеся в слитке. Это становится возможным потому, что нагретая добела сталь сохраняет одно из важнейших свойств железа - способность необратимо изменить свою форму.
Перед обжимом слитки выдерживают 4-6 ч в нагревательных колодцах при 1100-1300° С. Затем их кладут на электрическую тележку - электрокар и везут к блюмингу.
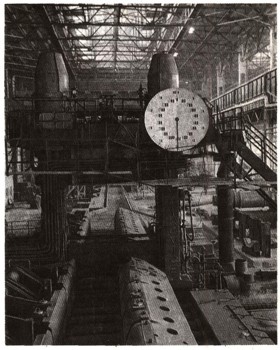
Блюминг - это высокопроизводительный прокатный стан для обжима в блюмы крупных стальных слитков, массой от 1 т до 18 т. Производительность современных крупных блюмингов около 6 млн. т слитков в год. Блюминг в подлинном смысле слова исполинская машина: моторы, обслуживающие его систему, обладают мощностью в десятки тысяч киловатт. Такого количества энергии достаточно, чтобы обеспечить электричеством небольшой город. Масса блюминга - тысячи тонн.
Обжимное устройство блюминга - это станина, в которой укреплены 2 больших валка, диаметром иногда больше 1 м и длиной до 2,8 м. Валки вращаются навстречу друг другу. Верхний валок блюминга может подниматься и опускаться, уменьшая или увеличивая просвет между собой и нижним валком. На станине блюминга поставлен большой циферблат со стрелкой. Она и показывает размер просвета между валками, который, как правило, должен быть несколько меньше высоты слитка. Управляет блюмингом оператор, при помощи рычагов он приводит в движение механизмы.
Раскаленный слиток направляется в пространство между валками, которые тотчас увлекают его, протаскивая вперед и уменьшая в сечении. Затем валки выпускают слиток, и он стремительно двигается по рольгангу - широкой металлической "дороге", выложенной роликами,- вперед и также быстро возвращается назад к валкам. Оператор непрерывно меняет направление вращения валков блюминга и роликов рольганга. Одновременно он опускает верх-кий валок, уменьшая зазор между валками: Слиток, уже раз побывавший между валками, снова попадает в просвет (зазор) между ними, но уже уменьшенный. Валки сдавливают его вторично, потом снова и снова, и каждый раз все сильнее. В процессе обжима слиток несколько раз переворачивают с помощью специального механизма - кантователя. Нажим кнопки - и кантователь пришел в действие, он переворачивает многотонный слиток легко, как спичечную коробку, и снова обжим.
Блкшинг - это высокопроизводительный прокатный стан для обжима крупных стальных слитков. На снимке: клеть блюминга "1120".
Чтобы превратиться в длинный брус, слиток проходит через валки от 11 до 19 раз. И весь этот процесс длится меньше 1 мин! Такая работа требует не только высокого искусства, но и очень большого напряжения: ведь оператор в течение минуты совершает более 100 движений. Чтобы облегчить этот труд, советские ученые и конструкторы создали полностью автоматизированный блюминг, управляемый ЭВМ.
Полученный брус по рольгангу направляется к ножницам. Здесь обрезают негодные части и делят брус на куски - блюмы.
Слитки обжимают и на слябингах. Это такие же могучие машины, как и блюминги, но на них установлена двойная система валков: одни - горизонтальные, другие, несколько меньшего диаметра,-вертикальные. На слябингах слиток превращается в длинную пластину, которая режется на плоские заготовки - слябы.
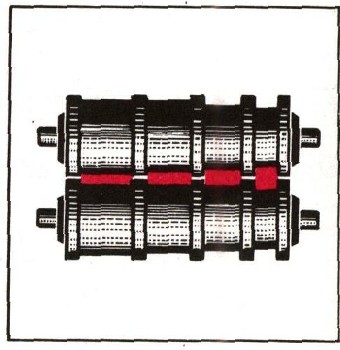
Системы валков в блюминге. Слиток металла проходит через системы валков от 11 до 19 раз.
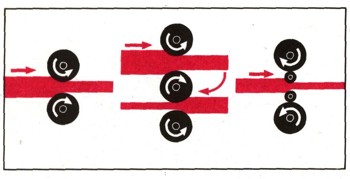
Схема работы валков. Валки вращаются навстречу друг другу, раскатывая слиток металла в брус или пластину.
Калибры. Чтобы получить разные формы металла, в верхнем и нижнем валках делают вырезы нужной формы и получают ручей, или калибр.
Теперь должно быть ясно, насколько проще получать такие же заготовки на установках непрерывной разливки. Со временем блюминги и слябинги, на которых сейчас осуществляют прокатку стали, станут техническим анахронизмом.
Далее из блюмов и слябов делают металл необходимой формы, или, как говорят металлурги, разных профилей.
Металл приобретает форму
Мы на последнем этапе путешествия по металлургическому циклу. Дальнейший путь блюмов и слябов зависит от назначения стали.
На одних заводах прокатные станы производят стальные листы для кузовов автомобилей, на других - трубы для газопроводов, на третьих - рельсы, на четвертых - сортовой прокат, т. е. изделия относительно простых геометрических форм: квадрат, круг, полоса, угол.
Чтобы превратить заготовку (блюм или сляб) в полюсу или лист, ее пропускают между гладкими валками. А чтобы изготовить более сложные профили, в нижнем и верхнем валках делают вырезы необходимой формы. Сблизив валки так, чтобы вырез одного точно пришелся над вырезом другого, получают ручей, или, как его называют металлурги, калибр. Если бы сталь была такой же пластичной, как, скажем, воск или глина, все было бы просто. Достаточно было бы пропустить металл через соответствующий алибр - и задача решена. Но сталь не так податлива. Поэтому металл нужной формы получают постепенно, пропуская его через ряд все более и более приближающихся к окончательной форме калибров иногда их число достигает 20). Затем готовый прокат поступает на пилы или ножницы, где его разрезают на куски нужной длины.
Очень мощные и высокопроизводительные станы применяются для прокатки балок и рельсов. На Уралмашзаводе в Свердловске построен рельсобалочный стан с автоматической поточной линией для отделки рельсов. Весь процесс протекает без применения тяжелого физического труда. Стан этот состоит из 240 отдельных машин общей массой свыше 15 тыс. т.
Удобны и высокопроизводительны станы непрерывного действия. На станах, с которыми мы познакомились раньше, заготовка движется то вперед, то назад. Ее "путешествие" отнимает больше времени, чем само обжатие. В непрерывном стане, где осуществляется обжатие, клети устанавливаются последовательно одна за другой. Выйдя из одной клети, полоса автоматически попадает в другую, затем В третью, причем все клети работают с совершенно одинаковой скоростью. Некоторые станы такого типа способны выпускать более 2 млн. т листов в год. Толщина прокатного листа контролируется автоматически на ходу.
Все большую роль в народном хозяйстве играют трубные станы, особенно в связи с развитием трубопроводов для транспортировки на дальние расстояния нефти, природного газа и других продуктов. Сеть трубопроводов, пересекающих нашу страну в разных направлениях, достигает многих десятков тысяч километров. При этом диаметр труб, по которым течет газ, все время увеличивается. Первые трубопроводы были диаметром 0,8 м, следующие -1,02 м, затем 1,2 и 1,4 м. На очереди прокладка трубопроводов диаметром более 2 м. Экономисты подсчитали, что увеличение диаметра труб очень выгодно.
В связи с этим возникла необходимость в коренном пересмотре технологии производства. Применяются два принципиально различных способа производства труб. При первом в нагретой добела (температура 1200-1300° С) заготовке на специальном стане делают отверстие (ее прошивают) - получается короткая гильза, которую потом раскатывают в длинную трубу. Так получают бесшовные трубы.
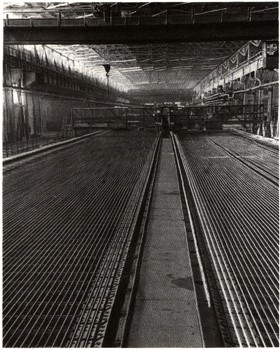
Профилировочный стан. Здесь из блюмов и слябов делают металл необходимой формы.
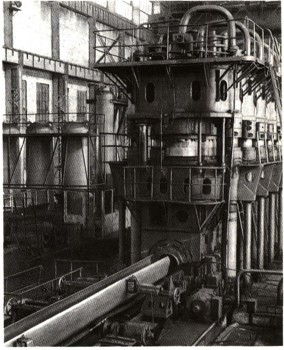
Пресс для формовки труб Челябинского трубопрокатного завода. Трубы изготовляют из стальных листов - их сворачивают и сваривают.
При втором способе стальной лист большого диаметра сворачивают и сваривают по прямой линии или по спирали. Очень эффективны и экономичны станы спиральной сварки труб из стальной ленты. Такие станы сконструированы работниками Всесоюзного научно-исследовательского института металлургического машиностроения (ВНИИМЕТМАШ),
"Прабабушка" Норильского комбината
За Полярным кругом, в зоне вечной мерзлоты, днем и ночью горят зажженные советскими людьми огни Норильского горно-металлургического комбината имени А. П. Завенягина.
До революции здесь, на месте нынешнего индустриального гиганта, находились лишь остатки одной-единственной медеплавильной печи, которая была сооружена в 1872 г., причем... нелегальным путем.
О том, что на Таймыре есть медные руды, было известно давно, но медеплавильная промышленность не могла здесь развиваться из-за дороговизны строительных материалов, особенно кирпича. В 1863 г. купец Киприян Сотников решился на остроумный "ход конем". Он попросил у губернатора разрешение построить в селе Дудинка на собственные средства деревянную церковь. Разумеется, губернатор не мог отказать "рабу божьему".
Фокус же заключался в следующем. Губернской канцелярии не было известно, что в Дудинке уже существует церковь, притом каменная. Поэтому, быстро построив деревянную церковь, находчивый купец разобрал каменную и из "святых" кирпичей соорудил шахтную печь для выплавки меди - "прабабушку" Норильского комбината, который возглавляет известный советский ученый, автор многих работ по прокату металлов Герой Социалистического Труда академик А. И. Целиков.
Ученые и инженеры разных стран уже много лет ищут пути ускорения процессов формообразования металлов. Так, станы, прокатывающие стальные ленты, пропускают через свои валки металл со скоростью курьерского поезда - 125 км/ч.
Большой производительностью обладают непрерывные агрегаты печной сварки труб. Каждый такой агрегат - это цех-великан, внутри которого в одной технологической линии работают десятки взаимодействующих машин. Управляет сложным процессом один оператор. На всем пути изделия к нему не прикасается рука человека - все операции механизированы и автоматизированы. Бесконечно плывет стальная лента. По мере движения ленты машины нагревают ее, формуют, сваривают в трубу, вытягивают в длину, уменьшают в диаметре, калибруют, разрезают на одинаковые части, нарезают резьбу. Ежеминутно стан выдает 500 м труб.
На Магнитогорском металлургическом комбинате имени В. И. Ленина в 1969 г. вступил в действие скоростной широкополосный стан "2500". Из широкой стальной ленты, которую прокатывает этот стан, можно штамповать целиком кузовы легковых автомобилей.
До сих пор говорилось о том, как сталь приобретает относительно простые геометрические формы: бруса, полосы, рельса, балки. Ученые поставили перед собой задачу - способом проката получать изделия более сложных форм, чтобы из прокатных станов выходили готовые детали машин. Эта интересная задача решается в том же институте металлургического машиностроения.
Впервые в мире советские ученые разработали оригинальную технологию изготовления изделий для машиностроительной промышленности круглой и конусной формы на прокатных станах. Один из таких станов работает на Московском автомобильном заводе имени Ленинского комсомола. Приводные валки, стремительно вращаясь, обжимают раскаленное тело заготовки, придавая ему форму и размеры будущего изделия - автомобильной полуоси. Прокатка вытеснила трудоемкие операции: ковку на специальных прессах и механическую обработку на токарных станках.
Московский автомобильный завод не исключение. На таких же станах в Коломне получают шпиндели текстильных веретен, в Минске - тракторные полуоси, в Днепродзержинске - разные изделия для тракторов, электродвигателей, буровых машин. В том же ВНИИМЕТМАШе сконструирован стан для прокатки шестерен разного размера и назначения. Внедрение нового прогрессивного метода производства шестерен даст народному хозяйству огромную экономию средств и металла.
Но это только начало большой работы, которая будет развиваться и дальше.
А перспектива? Она определена Программой партии, предусматривающей значительный рост производства стали и проката. Внедрение непрерывных процессов в металлургию и машиностроение имеет огромное значение для все более широкой механизации и автоматизации всех видов производства.
В решениях XXIV съезда КПСС говорится, что основной задачей черной металлургии в девятой пятилетке следует считать "коренное улучшение качества металлопродукции за счет внедрения прогрессивных способов производства металла...".
Любитель "поковыряться"
К концу гражданской войны металлургия молодой Советской республики находилась в очень тяжелом положении. Заводы стояли, рудники были затоплены, железные дороги разбиты.
В эти трудные годы напомнил о себе крупный английский промышленник Лесли Уркварт, до революции владевший в России многими заводами и рудниками. Зная, как богаты недра нашей земли, он обратился к Советскому правительству с "деловым" предложением: "Не дадите ли вы мне... возможность поковыряться в киргизской степи, около Балхаша и дальше? - писал он.- Раньше чем через 50, а может быть и 100, лет вы этими местами все равно не займетесь".
Конечно, Уркварту дали поворот от ворот. А уже осенью 1928 г. в район Балхаша был направлен поисковый отряд. И вот у подножия горы Бентау-Ата, именно там, где так хотел "поковыряться" предприимчивый англичанин, геологам удалось найти медь. В 1932 г. здесь было начато строительство Балхашского комбината, а в 1938 г. "медная Магнитка" дала стране свой первый металл.
Сегодня Балхашский горно-металлургический комбинат имени В. И. Ленина -одно из самых передовых в стране предприятий. Сверхчистая балхашская медь пользуется заслуженной славой во всем мире.
Сегодня и завтра черной металлургии
Один из таких прогрессивных способов получения металла - применение кислорода вместо воздуха в доменном процессе.
В домну вдувают нагретый воздух. Вместе с каждой молекулой кислорода поступает около 4 молекул азота, который ни в каких химических реакциях не участвует. А между тем на его нагрев тратится тепло. Применение кислорода вместо воздуха упрощает весь доменный процесс. Открывается возможность уменьшить размеры и мощность оборудования для подачи дутья, транспортирования и очистки газов. Громоздкие воздухонагреватели можно будет заменить более простыми. При достаточной концентрации кислорода в дутье можно будет уменьшить высоту печей, а это позволит снизить жесткие требования к механической прочности кокса.
Не меньшее значение имеет использование кислорода при выплавке стали. Даже небольшое обогащение кислородом поступающего в мартеновскую печь воздуха сокращает длительность плавок примерно на 25%. Кислород, как мы убедились, возродил на новой основе конвертерный способ производства стали.
И все же применение кислорода - только поправка (правда, очень существенная) к известной нам двухступенчатой технологической схеме, по которой сначала в доменной печи из руды получают чугун, а затем в специальных агрегатах его переделывают в сталь. Ученые-металлурги давно уже пытаются найти экономически выгодные способы получения стали более коротким, непрерывным путем.
Один из последних вариантов этой идеи выглядит так: домна, работающая на кислородном дутье, выпускает чугун; по пути своего следования поток чугуна обрабатывается кислородом, насыщается необходимыми добавками и, превращаясь в сталь, разливается на машине непрерывной разливки.
Успехи автоматики позволили создать проект металлургического завода непрерывного действия, где разрозненные процессы будут соединены в единую поточную систему.
Выходит, что центральное место во всем процессе все же занимает доменная печь. А нельзя ли обойтись без домен?
Задача бездоменного производства, или, как его называют, прямого получения железа, решается уже много десятков лет. В этом направлении достигнуты значительные успехи. Есть основания полагать, что в 70-х годах войдут в действие достаточно крупные установки прямого восстановления железа с суточной производительностью 500 т. Но и при этом доменное производство еще не одно десятилетие сохранит свои позиции.
Бездоменный процесс можно представить себе, например, так. Во вращающихся трубчатых печах железная руда превращается в железо. При помощи магнитов крупинки железа отделяются от остальной массы - и чистый продукт готов для дальнейшей обработки. Из железного порошка можно штамповать готовые изделия. Из него можно варить сталь различных сортов, прибавляя необходимые добавки (легирующие элементы).
С вводом в эксплуатацию гигантских электростанций советская металлургия получит много дешевой электроэнергии. Это создаст благоприятные условия для развития электрометаллургического производства и для еще более широкого применения электричества на всех последующих стадиях обработки железных сплавов.
Успехи атомной физики натолкнули на идею так называемой радиационной металлургии.
Академик И. П. Бардин (1883-1960) высказал смелую, почти фантастическую идею будущего развития металлургии. "Я думаю,- говорил он,- что на первых порах человек станет "конструировать" с помощью радиоактивного воздействия легированные стали требуемого состава, не вводя в них редких и дорогих легирующих добавок, а создавая их прямо в ковше расплавленной стали. Из атомов железа, может быть, серы, фосфора... под влиянием потока лучей в расплавленном металле произойдут целенаправленные ядерные превращения".
Над решением этой и других увлекательных проблем предстоит поработать будущим поколениям исследователей. Черная металлургия ждет новых открывателей.
2i.SU ©® 2015